















Nagysebességű, teljesen automatikus, K-arany és 925 ezüst ékszerekhez és hardverekhez, CW szálas lézeres lánchegesztőgép
II. Alapvető funkciók és műszaki jellemzők
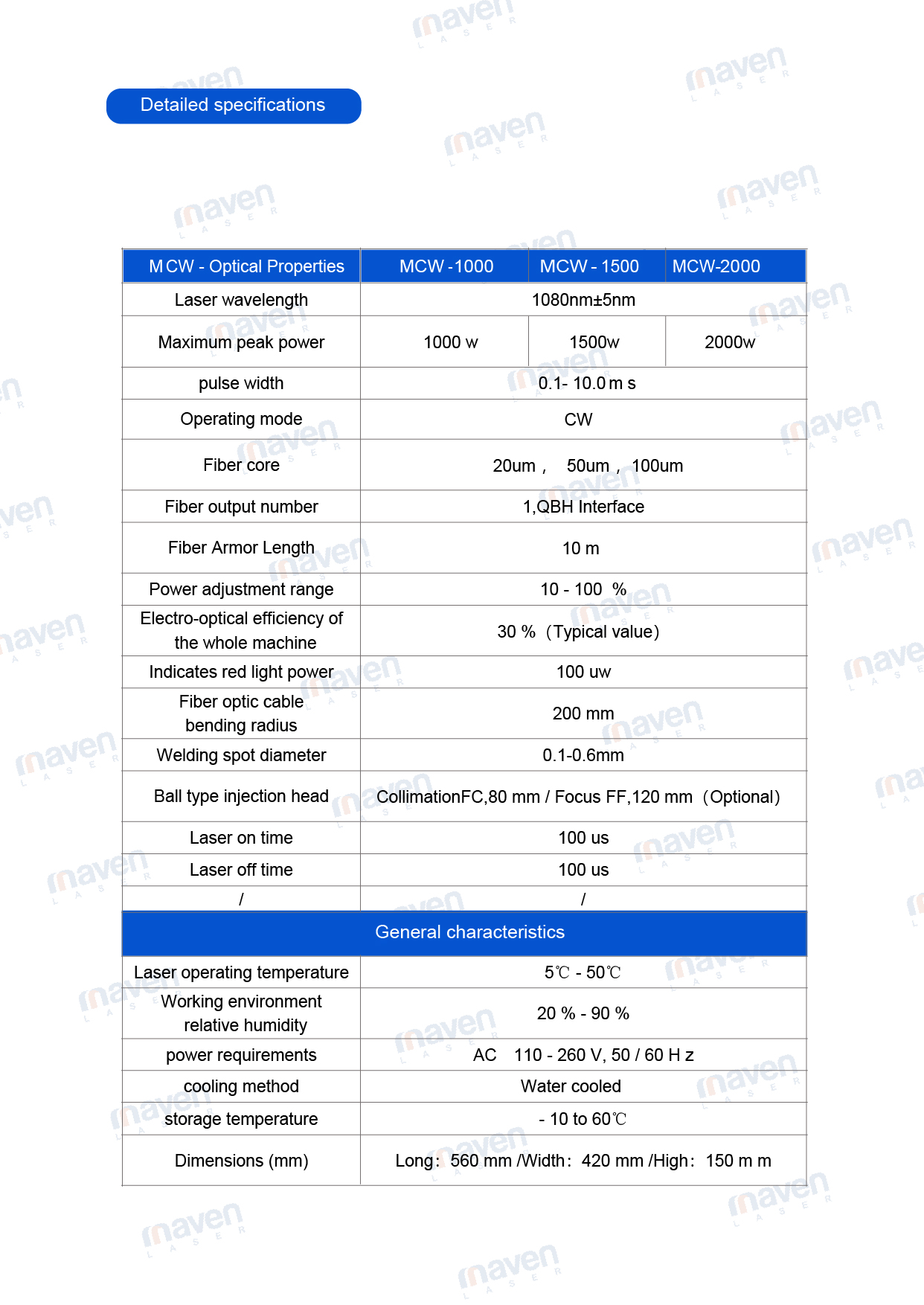
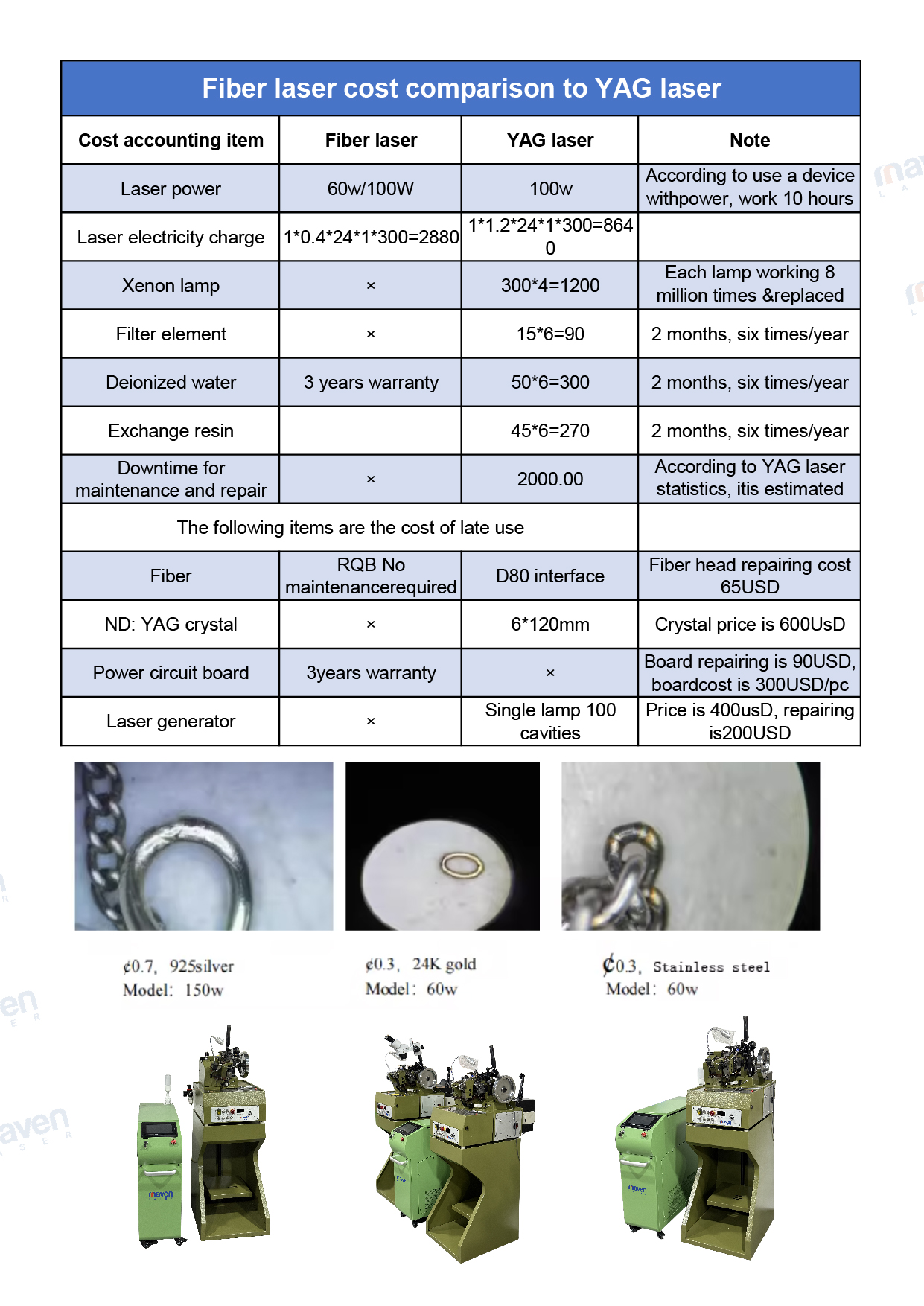
- Precíz hegesztés, esztétikus megjelenés és szilárdság biztosításaA hegesztési pontosság eléri a 0,01 mm-t, támogatva a „pont-pont” fókuszált hegesztést. A minimális hegesztési jel átmérője akár 0,1 mm is lehet, ami megfelel az ékszerek és kiegészítők „látszó hegesztési jelek nélküli” magas követelményének.Hegesztés után a kötés szakítószilárdsága ≥ 80%-a az alapanyag szilárdságának, megakadályozva a lánc törését kopás vagy használat közben.
- Több anyaggal kompatibilis, lefedi a főbb szőtt láncanyagokat. Különböző fémekből készült szőtt láncokat képes hegeszteni a tartozékok gyakori cseréje nélkül:
- Nemesfémek: ezüst, arany (kárátarany, tömör arany), platina;
- Közönséges fémek: rozsdamentes acél, réz, cinkötvözet, alumíniumötvözet;
- Speciális anyagok: Aranyozott vagy ezüstözött szőtt láncok (az alacsony hőmérsékletű hegesztési mód megakadályozza a bevonat lepattogzását).
- Magas szintű automatizálás, a munkaerő-függőség csökkentése
- Félautomata modellek: Láncos pozicionáló szerelvényekkel felszereltek. Kézi betöltés után automatikusan elvégzik a „pozicionálás → hegesztés → hűtés” folyamatot;
- Teljesen automatikus modellek: Integrált adagolási, pozicionálási, hegesztési és ellenőrzési funkciókat tartalmaznak, és gyártósorokhoz csatlakoztathatók. Egyetlen egység napi 5000-10 000 szőtt lánc kapacitást érhet el;
- Néhány csúcskategóriás modell támogatja a „hegesztési paraméterek egy kattintással történő átváltását”, gyorsan alkalmazkodva a különböző specifikációjú (pl. 1 mm, 2 mm huzalátmérőjű) szövött láncokhoz.
- Biztonsági és stabilitási tervezés
Lézervédő huzatokkal (lézeres hegesztő modellekhez) és magas hőmérsékletű védőkesztyűkkel felszerelve, megfelelve az ipari biztonsági előírásoknak;
Beépített túlterhelésvédelem és feszültségstabilizáló modulok a feszültségingadozások okozta egyenetlen hegesztési szilárdság elkerülésére;
A hegesztőfej kopásálló anyagokból készült, több mint 100 000 ciklus élettartammal, ami csökkenti a fogyóeszközök cseréjének gyakoriságát.

III. Alapvető alkalmazási forgatókönyvek
A láncfonó hegesztőgépek alkalmazása nagy hangsúlyt fektet a "lánctermék-feldolgozásra", a főbb forgatókönyvek a következők:
- Ékszeripar: Arany, ezüst nyakláncok/karkötők, például O-láncok, keresztláncok és sodrott láncok hegesztett kötései;
- Kiegészítőipar: Megfizethető árú kiegészítőláncok hegesztése ötvözött vagy rozsdamentes acélból (pl. kulcscsontláncok, többrétegű láncok);
- Hardver kiegészítők: Csomagláncok, övláncok és kulcsláncok illesztéseinek megerősítő hegesztése;
- Egyedi feldolgozás: Személyre szabott szövött láncok (pl. gravírozott láncok, speciális alakú láncok) precíziós hegesztése a feldolgozás során bekövetkező deformáció elkerülése érdekében.

IV. Főbb kiválasztási pontok
Láncfonó hegesztőgép vásárlásakor a következő 4 paraméterre kell összpontosítani az eltérő igények elkerülése érdekében:
- Láncspecifikáció egyeztetése: Ellenőrizze a berendezés által támogatott huzalátmérő-tartományt (pl. 0,3-3 mm) és a lánc típusát (szőtt láncok, láncszemláncok), hogy elkerülje a hegesztési törést a túlzottan vékony huzalátmérők miatt;
- Automatizálási követelmények: Kis tételű testreszabáshoz válasszon manuális/félautomata modelleket, tömegtermeléshez pedig teljesen automata modelleket a munkaerőköltségek csökkentése érdekében;
- Anyagkompatibilitás: Nemesfémek (pl. tömör arany) hegesztéséhez válasszon „kis teljesítményű lézeres hegesztőgépeket” (a fém túlzott olvadásának elkerülése érdekében); rozsdamentes acélhoz az „ellenállás-hegesztőgépek” költséghatékonyabbak.
- Értékesítés utáni szerviz és képzés: Részesítse előnyben azokat a márkákat, amelyek „helyszíni telepítést + üzemeltetési képzést” kínálnak. Egyes modelleknél a hegesztőfej rendszeres kalibrálása szükséges, és az értékesítés utáni válaszadás sebessége befolyásolja a termelési hatékonyságot.
V. Üzemeltetési és karbantartási megjegyzések
- Üzemeltetés előtt ellenőrizze, hogy a berendezés földelése megfelelő-e; lézeres modellek esetén győződjön meg arról, hogy a védőburkolat le van zárva (a közvetlen lézersugárzás okozta sérülések elkerülése érdekében).
- Különböző anyagok hegesztésekor előre állítsa be a paramétereket (pl. lézerteljesítmény, hegesztési idő). A hatás megerősítéséhez ajánlott 3-5 teszthegesztést végezni;
- Napi használat után tisztítsa meg a hegesztőfejet a fémmaradványoktól, hetente ellenőrizze a rögzítőelemek kopását, és havonta kalibrálja a hegesztési pozicionálási pontosságot;
- Kerülje a párás, poros környezetben való használatát, hogy elkerülje a belső áramkör rövidzárlatát vagy a hegesztőfej eltömődését.

Írd ide az üzenetedet, és küldd el nekünk
















