



Bár az ultragyors lézerek már évtizedek óta léteznek, az ipari alkalmazások az elmúlt két évtizedben gyorsan növekedtek. 2019-ben az ultragyors lézerek piaci értékelézeres anyagA feldolgozás költsége körülbelül 460 millió USD volt, 13%-os összetett éves növekedési ütemmel. Az ultragyors lézereket sikeresen alkalmazták ipari anyagok feldolgozására többek között a fotomaszkok gyártásában és javításában a félvezetőiparban, valamint a szilíciumkockázásban, az üvegvágásban/karcolóban és az (indium-ón-oxid) ITO film eltávolításában a szórakoztatóelektronikában, például a mobiltelefonokban és táblagépekben, a dugattyúk textúrázásában az autóiparban, a koszorúér-stentek gyártásában és a mikrofluidikai eszközök gyártásában az orvostudományban.

01 Fotomaszk gyártása és javítása a félvezetőiparban
Az ultragyors lézereket az anyagfeldolgozás egyik legkorábbi ipari alkalmazásában használták. Az IBM az 1990-es években számolt be a femtoszekundumos lézeres abláció alkalmazásáról a fotomaszkok gyártásában. A nanoszekundumos lézeres ablációval összehasonlítva, amely fémfröccsenést és üvegkárosodást okozhat, a femtoszekundumos lézermaszkok nem mutatnak fémfröccsenést, üvegkárosodást stb. Az előnyök. Ezt a módszert integrált áramkörök (IC-k) gyártására használják. Egy IC-chip előállítása akár 30 maszkot is igényelhet, és több mint 100 000 dollárba kerülhet. A femtoszekundumos lézeres megmunkálás 150 nm alatti vonalakat és pontokat képes feldolgozni.
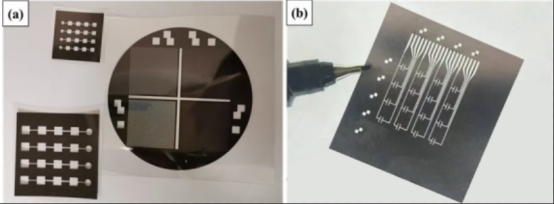
1. ábra. Fotomaszk gyártása és javítása
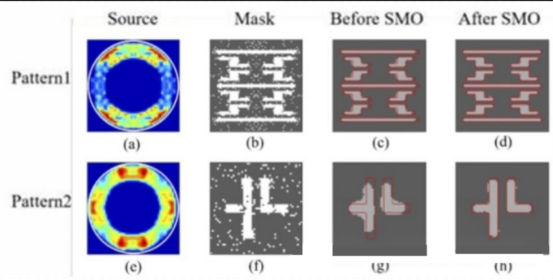
2. ábra. Különböző maszkminták optimalizálási eredményei extrém ultraibolya litográfiához
02 Szilíciumforgácsolás a félvezetőiparban
A szilícium ostyák kockázása a félvezetőiparban standard gyártási eljárás, amelyet jellemzően mechanikus kockázással végeznek. Ezek a vágókerekek gyakran mikrorepedések keletkeznek, és nehéz velük vékony (pl. < 150 μm vastagságú) ostyákat vágni. A szilícium ostyák lézervágását már évek óta alkalmazzák a félvezetőiparban, különösen a vékony ostyák (100-200 μm) esetében, és több lépésben végzik: lézeres hornyolás, majd mechanikus elválasztás vagy lopakodó vágás (azaz infravörös lézersugárral a szilícium belsejében történő karcolás), végül pedig mechanikus szalagelválasztás. A nanoszekundumos impulzuslézer óránként 15 ostyát, míg a pikoszekundumos lézer óránként 23 ostyát képes feldolgozni, jobb minőségben.
03 Üvegvágás/karcolás a fogyóeszköz-elektronikai iparban
A mobiltelefonok és laptopok érintőképernyői és védőüvegei egyre vékonyabbak, és egyes geometriai alakzatok görbültek. Ez megnehezíti a hagyományos mechanikus vágást. A tipikus lézerek jellemzően gyenge vágási minőséget produkálnak, különösen akkor, ha ezek az üvegkijelzők 3-4 rétegben vannak egymásra rakva, és a felső 700 μm vastag védőüveg edzett, ami lokális feszültség hatására eltörhet. Az ultragyors lézerekről kimutatták, hogy jobb élszilárdsággal képesek vágni ezeket az üvegeket. Nagyméretű síkpanelek vágása esetén a femtoszekundumos lézer az üveglap hátsó felületére fókuszálható, megkarcolva az üveg belsejét anélkül, hogy az elülső felület károsodna. Az üveg ezután mechanikai vagy termikus eszközökkel eltörhető a bevágott minta mentén.
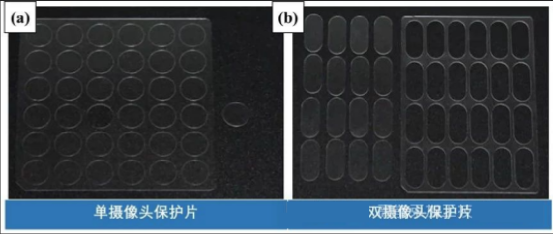
3. ábra. Pikoszekundumos ultragyors lézeres üveg speciális alakú vágás
04 Dugattyútextúrák az autóiparban
A könnyű autómotorok alumíniumötvözetekből készülnek, amelyek nem olyan kopásállóak, mint az öntöttvas. Tanulmányok kimutatták, hogy az autódugattyúk textúráinak femtoszekundumos lézeres megmunkálása akár 25%-kal is csökkentheti a súrlódást, mivel a törmelék és az olaj hatékonyan tárolható.

4. ábra. Gépjárműmotor-dugattyúk femtoszekundumos lézeres megmunkálása a motor teljesítményének javítása érdekében
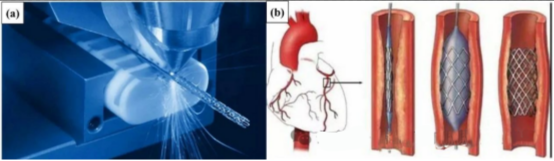
05 Koszorúér-stent gyártás az orvostudományban
Több millió koszorúér-stentet ültetnek be a test koszorúereibe, hogy megnyissák a csatornát, amelyen keresztül a vér áramolhat az egyébként elalvadt erekbe, ezzel évente milliók életét mentve meg. A koszorúér-stenteket jellemzően fém (pl. rozsdamentes acél, nikkel-titán alakmemória ötvözet, vagy újabban kobalt-króm ötvözet) dróthálóból készítik, amelynek merevítőszélessége körülbelül 100 μm. A hosszú impulzusú lézervágással összehasonlítva az ultragyors lézerek használatának előnyei a konzolok vágásához a magas vágási minőség, a jobb felületminőség és a kevesebb törmelék, ami csökkenti az utófeldolgozási költségeket.
06 Mikrofluidikai eszközök gyártása az orvostudomány számára
A mikrofluidikai eszközöket gyakran használják az orvostudományban betegségek tesztelésére és diagnosztizálására. Ezeket jellemzően az egyes alkatrészek mikrofröccsöntésével, majd ragasztással vagy hegesztéssel történő összeillesztésével gyártják. A mikrofluidikai eszközök ultragyors lézeres gyártásának az az előnye, hogy 3D mikrocsatornákat hoz létre átlátszó anyagokban, például üvegben, csatlakozások nélkül. Az egyik módszer az ultragyors lézeres gyártás egy tömbüveg belsejében, majd nedves kémiai maratás, a másik pedig a femtoszekundumos lézeres abláció üvegben vagy műanyagban desztillált vízben a törmelék eltávolítása érdekében. Egy másik megközelítés az, hogy csatornákat marnak az üvegfelületbe, és femtoszekundumos lézeres hegesztéssel üvegborítással lezárják őket.
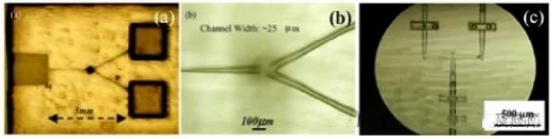
6. ábra. Femtoszekundumos lézerrel indukált szelektív maratás mikrofluidikai csatornák létrehozásához üveganyagokban
07 Befecskendező fúvóka mikrofúrása
A femtoszekundumos lézeres mikrolyuk-megmunkálás számos nagynyomású injektor piacon működő vállalatnál felváltotta a mikro-EDM-et, mivel rugalmasabban változtatható az áramlási furatprofil, és rövidebb a megmunkálási idő. A fókuszpozíció és a nyaláb dőlésének automatikus vezérlése egy precessziós letapogató fejen keresztül olyan nyílásprofilok (pl. hordó, kitágulás, konvergencia, divergencia) kialakításához vezetett, amelyek elősegíthetik a porlasztást vagy a behatolást az égéstérbe. A fúrási idő az ablációs térfogattól függ, a fúróvastagság 0,2–0,5 mm, a furatátmérő pedig 0,12–0,25 mm, így ez a technika tízszer gyorsabb, mint a mikro-EDM. A mikrofúrást három szakaszban végzik, beleértve az átmenő furatok nagyolását és simítását. Az argont segédgázként használják a furat oxidáció elleni védelmére és a végső plazma árnyékolására a kezdeti szakaszokban.
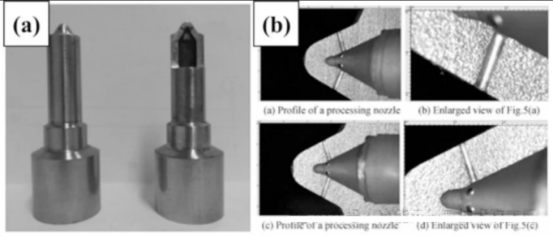
7. ábra. Dízelmotor befecskendezőjének fordított kúpos furatának femtoszekundumos nagy pontosságú megmunkálása
08 Ultragyors lézeres textúrázás
Az utóbbi években a megmunkálási pontosság javítása, az anyagkárosodás csökkentése és a feldolgozási hatékonyság növelése érdekében a mikromegmunkálás területe fokozatosan a kutatók figyelmének középpontjába került. Az ultragyors lézer számos feldolgozási előnnyel rendelkezik, mint például az alacsony károsodás és a nagy pontosság, ami a feldolgozási technológia fejlesztésének előmozdításának középpontjába került. Ugyanakkor az ultragyors lézerek számos anyagra hatással lehetnek, és a lézeres anyagmegmunkálási károsodás szintén fő kutatási irány. Az ultragyors lézert anyagok ablációjára használják. Amikor a lézer energiasűrűsége magasabb, mint az anyag ablációs küszöbértéke, az ablált anyag felülete bizonyos tulajdonságokkal rendelkező mikro-nano szerkezetet mutat. A kutatások azt mutatják, hogy ez a speciális felületi szerkezet egy gyakori jelenség, amely az anyagok lézeres megmunkálása során fordul elő. A felületi mikro-nano szerkezetek előállítása javíthatja magának az anyagnak a tulajdonságait, és lehetővé teheti új anyagok fejlesztését is. Ez a felületi mikro-nano szerkezetek ultragyors lézerrel történő előállítását olyan technikai módszerré teszi, amelynek fontos fejlesztési jelentősége van. Jelenleg a fémes anyagok esetében az ultragyors lézeres felülettextúrázással kapcsolatos kutatások javíthatják a fémfelület nedvesítési tulajdonságait, a felületi súrlódási és kopási tulajdonságokat, a bevonatok tapadását, valamint a sejtek irányított proliferációját és tapadását.
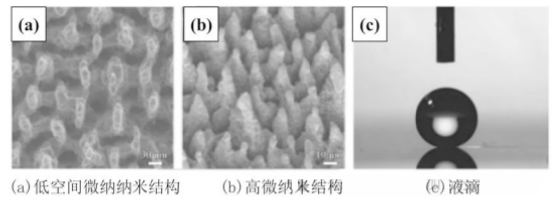
8. ábra. Lézerrel előállított szilíciumfelület szuperhidrofób tulajdonságai
Élvonalbeli feldolgozási technológiaként az ultragyors lézeres megmunkálás a kis hőhatásövezet, az anyagokkal való nemlineáris kölcsönhatási folyamat és a diffrakciós határon túli nagy felbontású megmunkálás jellemzőivel rendelkezik. Különböző anyagok kiváló minőségű és nagy pontosságú mikro-nano megmunkálását, valamint háromdimenziós mikro-nano szerkezetek előállítását teszi lehetővé. Speciális anyagok, komplex szerkezetek és speciális eszközök lézeres gyártása új utakat nyit a mikro-nano gyártás előtt. Jelenleg a femtoszekundumos lézert széles körben alkalmazzák számos élvonalbeli tudományos területen: a femtoszekundumos lézer különféle optikai eszközök, például mikrolencse-tömbök, bionikus összetett szemek, optikai hullámvezetők és metafelületek előállítására használható; nagy pontosságának, nagy felbontású és háromdimenziós feldolgozási képességeinek köszönhetően a femtoszekundumos lézer mikrofluidikai és optofluidikai chipek, például mikrofűtő alkatrészek és háromdimenziós mikrofluidikai csatornák előállítására vagy integrálására alkalmas; Ezenkívül a femtoszekundumos lézerrel különböző típusú felületi mikro-nanostruktúrákat is elő lehet állítani, hogy antireflexiós, antireflexiós, szuperhidrofób, jegesedésgátló és egyéb funkciókat érjenek el; nem csak ez, a femtoszekundumos lézert a biomedicina területén is alkalmazzák, kiemelkedő teljesítményt mutatva olyan területeken, mint a biológiai mikrosztentek, sejtkultúra-szubsztrátok és biológiai mikroszkópos képalkotás. Széles körű alkalmazási lehetőségek. Jelenleg a femtoszekundumos lézeres feldolgozás alkalmazási területei évről évre bővülnek. A fent említett mikrooptika, mikrofluidika, multifunkcionális mikro-nanostruktúrák és biomedicinális mérnöki alkalmazások mellett hatalmas szerepet játszik néhány feltörekvő területen is, mint például a metafelület-előkészítés, a mikro-nanogyártás és a többdimenziós optikai információtárolás stb.
Közzététel ideje: 2024. április 17.











